High Strength Cellular Shell Mix
By Doug Lacy Copyright 2012
Advantages of Thin Shell Membranes made from a specific range of High Performance, Ultra Low-
Water, Fiber Reinforced Mortar Cellular Cementitious Composites that are Enhanced with a High Range
Carboxylate Water Reducer, Two Complimenting Fibers, Closed Spherical Cell Aeration and Refined
Micro Pozzolan.
Using a high strength/high performance mortar formula for a hand-applied or sprayed-on, plaster-style shell
creates a hard, long lasting, waterproof membrane that may not require advanced skill and ownership of
professional-level tools to mix and apply.
This particular range of composite design for thinner shells provides several advantages and is fundamentally
different from standard concrete or mortar composites. It is a material that is well suited for an improved
ferrocement thin shell style. It is easier and less expensive to use because it allows a smaller volume of a higher
performance material to replace a larger volume of less durable material that are more costly, in terms of labor
expense, safety expense, material expense, equipment expense, design expense and testing expense. The
materials and equipment for this mix are readily available to small business professionals, home-owner builders
and non-professional Do-It-Yourself builders.
Special properties that are unique to this composite design make it easier to accurately predict its compressive
strength while also making it easier to endure a certain level of mixing errors and curing errors. On site
monitoring techniques that are unique to this composite design allows the quality of the shell material to be
accurately evaluated and improved to compensate when needed.
Toughness - With a high performance/high strength shell, the composite particles in the material matrix are
much closer and fit more tightly into one another allowing more chemical bonds so the toughness, or hardness,
is greater. Toughness and durability is greater when the measured compressive strength is higher.
For this particular high strength mix design, described here, the compressive strength is 2 to 6 times higher than
conventional cement-based composites depending upon the desired density.
Proper Curing Assurance: This mortar composite matrix lacks open pores or capillaries. This helps it not dry
out too quickly. With standard cement based composites, moisture can escape more quickly, causing the
chemical reactions that cause it to continue to harden to stop. For this shell, maintaining the ideal humid cure
condition is less important to obtain good proper curing because it resists drying out.
Brush-On Glaze – A special composite brush-on finish glaze is applied to this shell within a specific time
window of opportunity. This window of opportunity is just minutes after the shell is hand applied. Typically
water is used as a brush-on float for regular cementitious plaster shells to supply the shell with needed water.
Since this is an Ultra Low Water Mortar Composite, extra water will react with the water reducing agents in the
matrix and damage the entire shell. Since the water is mostly bound in the cement reaction and the composite is
less porous, because of the ultra low water content, it does not loose water very quickly as a result. Protecting
the shell from drying out is important, but less critical with this type of shell. If you do add float water or brush-
on water the entire shell will begin to soften, drip, sag and fall off because the tiny amounts of water will change
the consistency of the wet mortar that is enhanced with water reducers.
For this reason, a new finish glaze was developed that helps seal in the moisture to ensure a proper cure for
many hours until past the point in time well after the initial setting when the shell is sturdy enough to not react
with additional cure water and sturdy enough to not be washed off by a strong stream of water. This is an
important improvement that greatly helps the user-friendliness of High Performance, Ultra Low Water
Cementitious Composites.
The glaze is made from the same wet mortar composite material but it is blended with a small amount of a high-
solids, liquid acrylic additive such as Acryl-60. Since the base mix is already primed with a combination of 3
high-range water-reducing additives, the Eucon SPJ, the Micron 3 and the Mearlcell 3532, just a small amount,
depending upon the amount of glaze brush-on material being mixed, is needed to create the perfect brush on
consistency. Minimizing the amount of liquid is important. Just enough acrylic is added to create a creamy
brush-on consistency.
The Brush-On Acrylic Modified Mortar is added just after the point when the shell begins to harden a very slight
amount. If the brush-on glaze is applied too early, the pressure from the brush will indicate the shell is still too
mushy to brush. If the brush-on glaze is applied too late, it will not mix with and smooth the upper surface
texture in the same way. If it is brushed on too late, trowel mark ridges in the shell will not be smoothed as
easily and the glaze will not blend with the surface shell to form a new, intermediate of both the materials on the
surface.
If it is applied at the right time, usually 4 to 35 minutes after the shell is applied, depending upon humidity,
temperature and wind, the glaze has a beautiful effect on the surface. The glaze will blend with upper layer of
the shell to form a soft, almost glassy effect. Ridges can be smoothed and the entire surface can be made very
beautiful. As skill in timing and understanding of this initial hardening phase develops, a trowel can be used
along with the brush to create an extra smooth surface and to help blend the upper surface of the shell into the
glass hard surface glaze. Besides creating a beautiful smooth glassy finish, the glaze results in an extremely hard
and smooth finish that helps conserve up to 75 percent of the finish paint.
This paint conserving effect is a very important cost-saving advantage.
Suggested Surface Paint for Roof Tops: Many types of surface paints are well suited for this ultra hard smooth
surface, such as 100 percent outdoor acrylic based paint. The best paint to use and that best suited for balance
cost and durability is chlorinated rubber paint. Chlorinated rubber paint does not degrade in ultra violet light as
easily as epoxy paint. Even though epoxy paint has a longer service life, in this situation, the easier to apply,
less expensive chlorinated rubber paint may last longer because the shell material is more durable. Outdoor
acrylic paints have lasted more than 10 years on this type of shell which shows that the hardness of the surface
can help the paint to last longer than its predicted service life. For this reason, chlorinated rubber paint may last
even longer than a more expensive and more difficult to apply epoxy paint. The weaker of the 3 paints is the
acrylic based paints and those roofs made with this shell mix design and painted with this even less expensive
acrylic paint, appear to show no signs of aging after 10 years.
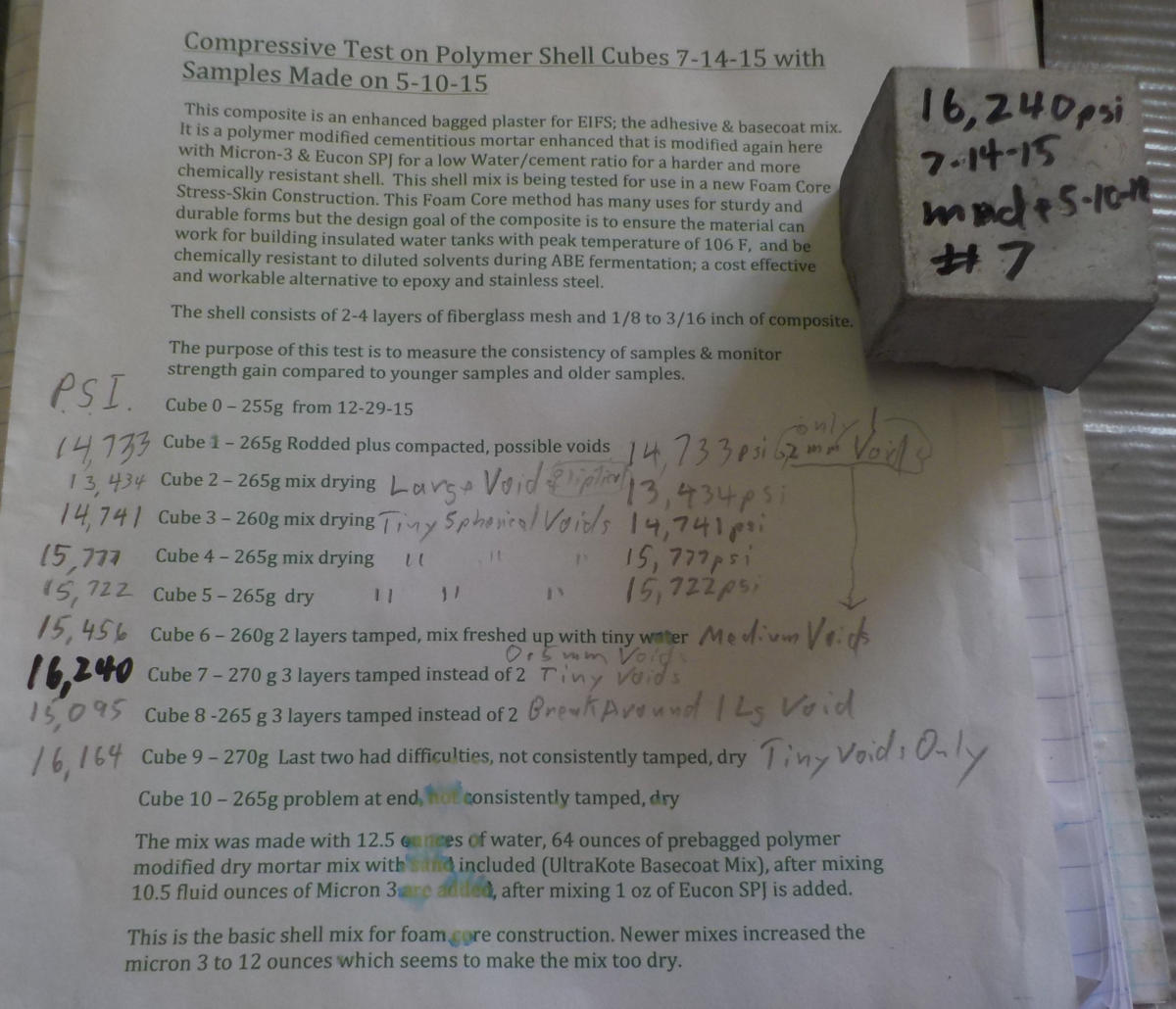
Predictable Compressive Strength – The compressive strength is highly predictable and directly dependent
upon the percentage of aeration or, in this case, Closed Spherical Cell Aeration. Percent aeration can be
measured by determining the density of the wet mortar as it is made. Simply weighing a measured portion of the
mortar achieves this. This measure should be done when making normal test cubes with fresh mix in the field
(construction site) by recording the gram weight of a properly tamped, void-free, two-inch test cube. It is
surprising and fortuitous that, for special reasons explained below, the compressive strength of this particular
mix design can be accurately and reliably predicted just by obtaining the gram weight, or density, of a fresh test
cube.
This effect of Reliably Predictable Compressive Strength is unusual and the discovery is important. This
predictable compressive strength effect helps this high-strength mortar formula to be used with greater reliability
by new builders and it helps it to be trusted more by Building Inspectors, as this effect is seen, better understood
and more widely documented.
With standard concrete and mortar, exact proportions of ingredients, especially water, exact mixing conditions
and proper curing conditions are critical for consistent results. Consistent results are still difficult to obtain for
certain reasons. Open-pores, or open capillaries, of traditional mortar, can cause the shells to dry out too quickly
making proper curing more dependent upon factors such as temperature, humidity and wind.
Also, other factors can cause unpredictable results, such as difficulty in adding the same amount of water
because of variations in the amount of moisture already contained in the sand or, the effect of a composite
particles ability to absorb or isolate water during the chemical hydration process.
The components of this mix design addresses these issues of variations in material and curing condition by
achieving a capillary-free matrix where all the water is reacted and gel water removed despite the ability to
know for certain how much water is present. The compressive strength is also more predictable because there is
assurance that all the cement particles are fully hydrated where as, in traditional concrete, an uncertain amount
of dry Portland cement remains unreacted, depending upon factors such as a water content, composite
characteristics and mixing speed and method. These variations in moisture content and cement hydration that
cause the varying results are eliminated with this mix design.
Eucon SPJ -The compressive strength is, in part, more predictable with this mix because it uses a special
polycarboxylate-based, high-range water reducer/superplasticizer, called Eucon SPJ. SPJ was originally made
by Boral Materials Technology but is now made by Euclid Chemical Company. Adding a few ounces of SPJ (12
to 20 oz for a 1 bag mix) to wet mortar mix that has a minimal amount of water and so has a dry, damp-sand
consistency, will cause the damp mortar to gradually become fluid as it mixes, transforming into a molten and
often drippy consistency. This magic-like fluidity effect greatly minimizes the amount of extra mix water
needed to make a mortar workable and easy to place. This magic-like fluidness also causes much more of the
dry cement particles to react with water by allowing the composite particles to churn and flow as a liquid.
When more of the remaining gel water is eliminated, the water that is otherwise left unreacted within the
composite matrix, the percentage of open capillary voids is reduced or eliminated so the compressive strength is
increased, the permeability of the composite is improved and the shell does not shrink when it dries. It is this gel
water that causes the open capillary voids because when that extra water dries away the composite shrinks and
leaves connecting capillary voids behind where the extra water was before. When the composite dries and
causes the concrete to shrink significantly, it stores up internal strains, like stretched springs, inside the matrix,
making it more prone to cracking and it causes shrinkage cracks. When a mix has little or no gel water, or extra
mix water, it shrinks very little or doesn’t shrink at all. No-shrink composite mixes are synonymous with high
strength mixes. Mixes that have no or less shrinkage have improved chemical bonding in between the
composite components because the particles are closer. Less water equals tougher concrete.
The SPJ water reducer also increases the percentage of dry Portland cement hydration, which reduces the
percentage of dry Portland weak spots in the composite matrix, an effect that also translates to variable
compressive strength numbers due the unpredictable amount of this weakening effect. This extra hydration of
Portland cement, in turn, increases the percent of chemical bonding, which also improves compressive strength
or composite integrity.
Micron 3 Refined Micro Pozzolan - A refined micro pozzolan, called Micron 3, is also added. Boral Materials
Technology makes Micron 3. Micron 3 takes hydration nearly all the way to boundary of what is possible and
eliminates mostly all of the remaining free and unreacted gel water in the composite and increases the density of
the composite in other ways as well.
The Micron 3 is a tiny particle compared to the cement particles and other composite components. It acts like
tiny ball bearings helping the larger particles to roll, loosen and move, and so helps the suspended gel water that
may not react otherwise and the dry Portland cement that may otherwise remain dry, to meet up and react.
The Micron 3 also helps the larger particles settle in closer to one another while filling in the small spaces in
between the larger composite particles. This results in a denser matrix with fewer voids and better chemical
bonding between the aggregate particles. Micron 3 is a pozzolan, similar to regular flyash, so it reacts and binds
with the cement particles to help create more chemical bonding. It is far superior to regular flyash because a
much smaller portion of it is needed for the pozzolon enhancement effect that is observed, which is a slower but
longer duration and higehr strength gain. The lower dry powder demand of the refined pozzolan flyash lowers
the water demand needed for the desired pozzolan strength enhancing effect. This improves the integrity of the
composite significantly compared to regular flyash. For these reasons, Micron 3 is the only flyash one should
consider if the goal is making high strength thin shells.
Mearlcell 3532 (Closed Spherical Cell Aeration) Capillary causing gel water is fully eliminated by the final
adding of a special synthetic foamed additive called Mearlcell 3532. Cellular Concrete LLC makes Mearlcell
3532. The additive is a foam that is produced from the concentrated foaming compound in a foam generator or
foaming drill paddle. It makes a foamed material that resembles runny shaving cream and provides the property
known as Closed Spherical Cell Aeration that is distinct from open capillary aeration or air entrainment in
important ways. It is typically used for making cellular concrete, which is a low-strength cementitious
composite. Mearlcell reduces the water demand even further, much closer to the threshold of the minimum
amount possible and it also reduces the amount of gel water and unreacted dry cement in the same way the
Micron 3 and and Eucon SPJ do by providing a gradation of tiny round bubbles that increases the fluidity of the
wet composite dramatically thus helping non-reacted water and Portland cement to react.
However, the Mearlcell does something else that is unique and even more interesting. The Mearlcell, being the
last additive, actually binds with any excess water remaining at this point. For this reason, this Closed
Spherical Cell Aeration additive, called Mearlcell 3532, is the key to achieving the unusual and important
compressive strength predictability.
The water drawing effect was first observed in experiments where dry Portland cement was precipitated from
wet, fully hydrated Portland. Mearlcell foam was blended with a pumice aggregate that seemed to have the
tendency to soak up additional water from the cement hydration process. This, combined with water drawing
effect of the Mearlcell seemed to cause the strange reversal of cement hydration where wet cement was
magically made dry again. Joe David Lacy, when experimenting with pumice blended with cellular concrete
conducted this experiment in1998 and observed the dry nodules of Portland precipitated from a neat mix of
Portland and water that had already been fully hydrated before blending with the aggregate.
The foam additive appears to bind with the tiny amounts of extra mix water and isolate that mix water from the
hydration process and isolated that mix water from the gel water formation. If slightly too much water were
used initially and lots of gel water were still in the mix after running the gel water elimination gauntlet of the
SPJ and Micron 3 additives, this extra water appears to be absorbed by the Mearlcell and turned into smooth,
individually sealed spherical bubbles instead of allowed to form complexly shaped and interconnected
capillaries. Extra water in the mix may cause the aeration percentage to rise, but if the density goes lower than
the specifications for the compressive strength needed, the density can be checked while the mix is fresh and
corrected in the mixer by adding more mortar to offset the foam content thus increasing the compressive
strength.
This water drawing effect of the foam has not been documented in standard cellular concrete that utilize closed
spherical cell foaming compounds such as Mearlcell 3532, but samples of standard, ultra low density neat
cellular concrete have been observed to be able to block moisture intrusion. 6 inch cylindrical samples of 30 pcf
cellular concrete kept under water for more than a month are still dry in the center when sawed in half. This
indicates that open capillary aeration is largely replaced by closed spherical cell aeration. This type of aeration is
shown to block moisture penetration, because the samples would not still be dry in the center if open capillary
aeration were present to a large extent around the spherical bubble composite pieces.
The observation and discovery of this effect of compete gel water removal in High Strength, Ultra Low-Water
Mixes may only work for this type of mix and was discovered during the development of this particular mix
design by Doug Lacy. The development of this mix and the initial idea of the framing material that accompanies
this mix were inspired by ideas and discussions with Joe Lacy.
This mix uses significantly less water than other low water-to-cement ratios. This mix uses 2.5 to 3 gallons of
water for a whole 94 # bag of Portland Cement plus 12.5 pounds of Micron 3. Excluding the capillary and gel
water contribution from the sand, which is unknown relative to the moisture content of the sand, puts the Water-
to-Cement-Ratio at: 0.195 w.c.r to 0.235 w.c.r. This is much lower than what many consider to be possible and
the absolute minimum amount of water needed to theoretically hydrate cement, a number often placed at 0.25
w.c.r. Even if you were not considering the Micron 3 to be a cementitious material the w.c.r would still be very
low. Dry powder Micron 3 does demand water and perhaps should be considered part of the cement reaction
because it is included in the cement reaction that consumes water and adds strength and helps prevent gel water
induced capillaries that weaken cementitious composites that use more water. Even without considering Micron
3 a reacting cementitious material, the water-to-cement ratio adjusted to not consider the weight of the Micron 3
is still 0.22 w.c.r. to 0.266 w.c.r. which is still very low. This indicates that it is likely that the 3 water reducing
additives, especially the Mearlcell, are indeed effectively removing all the remaining gel water to produce a
creamy and workable plaster that has predictable compressive strength and is a high strength material that is
ideal for hand plaster application, including overhead plastering.
From a certain point of view this may seem like an insignificant advantage because the open capillary aeration
and the closed spherical cell aeration both lower the compressive strength but, the resulting compressive
strengths are still very high and well into the range of Ultra High Performance Concrete. Also, the closed cell
aeration imparts important properties to the high strength mix.
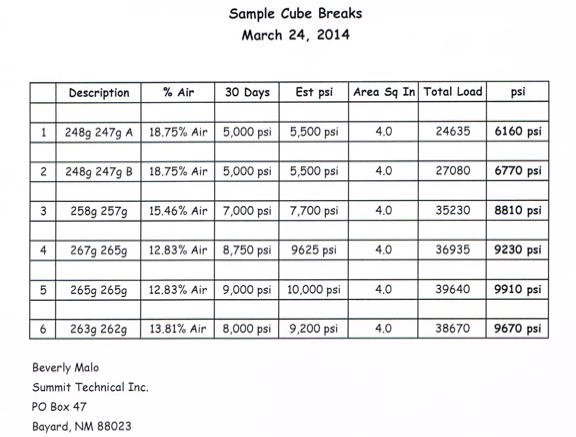
At 18.75 percent aeration, the compressive strength is observed at: 6,770 psi
At 12.83 percent aeration, the compressive strength is observed at: 9,910 psi
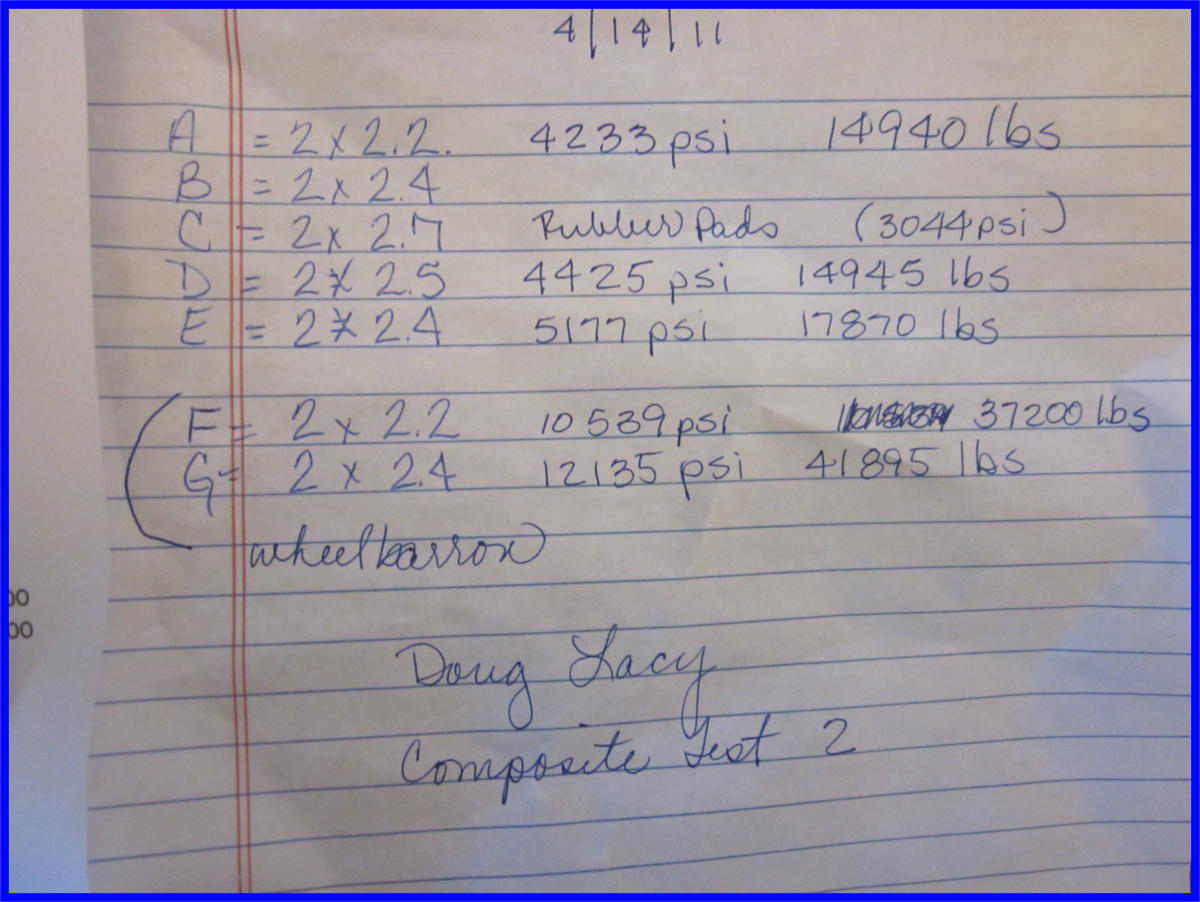
At
11.25
percent aeration, the compressive
strength is observed at: 12,135
psi
At 8.49 percent aeration, the
compressive strength is observed
at: 14,200 psi
Testing has indicated that even if
the density goes down because
the mix is the last dregs in the
wheelbarrow and the bubbles
have collapsed and shell mix had
to be rehydrated a bit to make it
workable again, those cubes
collected in those circumstances
still exhibit a high compressive
strength that is directly
proportional to the density
perhaps because added mix water
and stirring adds back spherical
aeration instead of shell
weakening gel water.
Replacing open capillary aeration
with closed spherical cell aeration
is better for other reasons besides the advantage of
preventing shrinkage, moisture penetration resistance and
predictable compressive strength.
Impact Resistance: The closed cell aeration also
provides impact resistance. A very hard shell can
be brittle like glass and susceptible to long impact
cracks or shattering when a damaging force is
applied. The air bubbles in this shell actually
absorb impact and prevent cracking. The tiny air
bubbles act like air bags that cushion the impact
by absorbing kinetic energy of the impact as it
crushes. A hammer blow or bullet tends to make a
tiny smooth dent instead of fracturing and tearing
the thin shell.
Freeze/Thaw or Ice Protection: The closed cell aeration also provides a place for chemical expansion of
freezing ice. The ice crystals form inside the bubbles like
little stalactites in a cave instead of wedging apart aggregate
by getting in the voids between.
Rust & Chemical Expansion Protection: Ice isn’t the only
thing that expands and breaks concrete. Iron oxide is 5
times the volume of iron. This is why the steel reinforced
concrete infrastructure is failing and only has a service life
of a few decades.
The closed spherical cell aeration prevents progressive
cracking and moisture intrusion. This aeration also causes
the rust to grow inside the spherical cell voids, just like with
the ice, instead of causing internal stress and breaking
within. The rust growth within the cells also creates a
chemically stable zone around the steel in or near the matrix
that is in contact with this steel. This has a fossilizing effect on the steel and stops the rust after a certain amount
has created a stabilized barrier zone. This effect may help structures made with these shells to last thousands of
years instead of hundreds since the known mechanism that damage concrete over time, freeze/thaw damage and
chemical expansion, are now removed from the equation.
Impervious Water-Proof & Vapor-Proof Barrier - The tighter matrix also means there are less voids or
capillaries surrounding the aggregate particles. This absence of porosity gives the shell a higher surface-scratch
hardness. This is because the aggregate particles are bonded more tightly. This enables the shell to block
moisture and hinder vapor penetration.
Absence of Shrinkage Stress and Cracks: The high-strength mortar uses much less water and it is often called
ultra low-water mortar. As a result of using the smallest amount of water possible, the mix shrinks less as it
cures. Less shrinkage helps the composite bond more tightly to the supporting reinforcing by pulling away less
from the contact edges and surface. Less shrinkage also helps prevent shrinkage cracks and internal strains
inside the shell. More important, the absence of shrinkage in a low-water smooth liquid style mortar, as opposed
to a dry-packed grout, indicates the mortar is without open capillaries. These open capillaries, that define the
difference between vapor-proof shells and standard concrete mortar shells, are created as the excess mix water
and gel water in the wet matrix dries off. Without the open capillaries, these high-strength mortar shells exhibit
radically different properties than standard cement based mortar. They are fundamentally different in terms of
structural performance and durability by demonstrating greater resistance to chemical attack, freeze/thaw
damage, impact damage and abrasive wear.
Complimenting Fiber Reinforcing – PVA (Polyvinyl Alcohol) from Nycon are added to the mix as well as
longer spiral fibers called Forta Ferro Fibers from Forta Corp. Fibers are added because cementitious composites
have high compressive strength but low tensile strength. Adding fibers helps protect the concrete from bending
strains, tensile strains and expanding cracks by imparting what is called a Strain Hardening effect. New
ferrocement construction based in thinner but stronger shells may rely on slight bending strains to transfer loads
and distribute bending loads evenly instead of building up stress in one spot. During these bending strains, such
as during an earthquake or tornado, a thin shell design may flex a bit to better conform to a needed redistribution
of loads and so better brace against a bending strain.
Fibers help with these bending strains and impact strains by helping prevent the shell from cracking. Thinner
shells are especially good at bending or flexing just because of the geometry of being thin. However, benefiting
from this pliability advantage of being thin, where loads are transferred/distributed to wider areas as the shell
flexes, requires a use of a strong shell mix design and good tensile reinforcing scheme to go with. The
compressive strength is very high with this high strength mix but the tensile strength is entirely dependent upon
the reinforcing added to the mix and supplied in the supporting armature frame.
Combining two kinds of fibers may supply a synergistic effect that helps protect the shell from damage during
bending strains. The smaller PVA fibers have a 500 percent higher bond strength to the composite. The PVA
fibers may help more with preventing micro cracks where as, the heavier, spiraled polypropylene Forta Ferro
fibers help the shell to resist larger cracks and impact damage. The synergistic effect of complimenting fibers
may help enhance shells structural performance more than just adding more of one kind of fiber.
Layered Reinforcing Strategy– The first layer is a fully reinforced plane of multiple layers of welded wire
steel grid reinforcing that is arranged in a special crisscross layered pattern. These layers of light gauge welded
wire grid steel are the bottom layer below a middle layer of expanded metal lath fabric that is securely bonded to
the crisscross-layered grid steel reinforcing. The middle layer is fully integrated with the composite layer while
the bottom layer is only partially integrated but all the layers are still impossible to delaminate from one another.
The top layer is a ½ inch thick layer of pure Fiber Reinforced High Strength, Ultra Low Water, Cellular
Cementitious Composite.
The grid steel layer is comprised of layers that are securely and quickly tied together using a pneumatic hogring
gun, the same way in which the lath fabric layer is attached and the truss framing assembled. The layers are tied
together in a certain pattern that assures that it cannot shift, stretch, flex or move in any way in any direction that
is parallel to the plane of the shell. There is a special technique used to achieve this proper pattern that involves
creating a rigid triangular pattern with 2 to 5 layers of welded grid steel (averaging 2.7 layers) and making sure
the overlap connection to adjacent pieces is well enough to prevent any slipping.
Grabbing onto and pulling on the steel during construction helps confirm that a proper slip-free connection is
made. Focusing on making parallel connections on one layer of steel so that at least 3 full square grid sections
are bonded together is, however, the primary way to provide assurance that a proper connection to adjacent
pieces is made. The pattern of layering and overlap changes slightly depending upon the complexity of a
curvilinear surface shell shape.
This layering of light grid steel is the key to making a properly reinforced subgrade support for the ultra thin
shell of Ultra Low Water, High Strength, Fiber-Reinforced Cellular Cementitious Composite. This grid
reinforcing layer, the integrated fabric layer and the pure composite layer each function to support the advantage
of the other.
If the reinforcing steel were all integrated, as is the case with traditional ferrocement, the volume of shell
material needed would be significantly higher and, as a result, much more expensive in terms of material costs,
safety costs, material handling costs and labor costs. Also, the heavy thick traditional ferrocement shell would
lack the pliability or stress load redistribution advantage of the thinner shell. The thick shell may resist bending
loads better but could fail abruptly as a result of having a smaller prefailure deflection range. If a heavy tree fell
on a thin shell roof it might be able to flex and redistribute the load where as a heavy shell might more easily
break when faced with a large point load.
The grid steel is a light gauge welded wire mesh that is engineered as a cementitious composite reinforcing. 6
inch grid of welded wire mesh or 3 inch grid of 11 gauge galvanized mesh are both well suited for this
application although the 6-6-10 guage Welded Wire Mesh is readily available at most hardware stores.
2 to 5 layers of light steel is a better approach than using less layers of a heavier steel material. This is because
thicker steel, such as rebar or is harder to work with and, more importantly, heavy steel creates of a high point-
concetration of embedded steel. In the areas where the rod steel/grid steel is encapsulated by the composite,
larger steel can produce so much rust in certain circumstances, that it could overwhelm the ability of the closed
spherical cell aeration to protect the shell from progressive rust damage. For steel that has a thinner, 10 guage
range, cross sectional area, this potential for progressive rust damage is eliminated because the 8 to 12 percent
aeration can accommodate that amount of rust without creating damaging stress inside the composite matrix.
Stress Skin/Structural Sandwich Armature Design – A curved, light wire truss framing method is used with
this mix to create a structural sandwich effect. Structural Sandwich Design brings out the best in thin shell.
Instead of relying on a single, very thin and so pliable shell, the effect of putting two surface layers around a
light frame, causes the double skin form to be very sturdy for its weight. This high-strength to weight ratio
opens up many possibilities.
Trusses are constructed from column points and are made from blocks made from the same grid material. The
trusses form a triangular patterns inside a dome roof supported by broad columns. The surface armature framing
is attached to each surface and the composite plaster is applied. After the surface shells have cured, the hollow
void around the internal framing can be pumped full of light inexpensive fill materials such as cellular concrete,
sand, pumice or scoria. The lower shell can be plastered first and the outer shell can be applied in lifts which
would allow other, readily available fill materials to be used, such as stone, glass bottles, plastic bottles or other
suitable recycled materials.
Bell Column Dome Process – The Bell Column Dome Process is a practical and simple approach to making
stress-skin/structural-sandwich roofs that have an insulating thickness. This approach also produces a sturdy
single shell that is beautiful, complexly curved cantilevered awning that surrounds the building to protect the
entry walls that contain the doors and windows, extend the rain catchment area of the roof, provide a living roof
along the outer edge of the main building and to channel excess rain water into storage tanks or gardens below.
Parabolic Stress-Skin Construction Process - The Parabolic Stress-Skin Process is the predecessor to the Bell
Column Dome Process that emphasized complex curvilinear design blended with structural sandwich design as
means of achieving stability, temperature regulation and sustainable design. The Bell Column Dome is an
improvement because it shifted to an emphasis to bell-flared column foundations supporting a structural
sandwich roof and awnings that together form a single monolithic core of building for enhanced stability during
earthquakes and high winds. The entry wall aspects of the Bell Column Dome Process are considered
changeable and structurally separate aspects of the main Core Monolith of the building that each move
independently of one another during earthquakes to prevent structural damage to each.
Curvilinear Design – Sturdy curvilinear designs are made possible with this method.
FORMULA FOR HIGH STRENGTH SHELL:
Put 2 – 5 gallon buckets of high quality mortar sand in standard, 1/3 yard horizontal paddle, plaster mixer.
Add 1 – 95# bag of quality Portland Cement
Add 2.5 gallons of water and let mix until mix appears evenly damp
Add 16 oz of Eucon SPJ Super Plasticizer/Water Reducer
Let Mix for 3 minutes
Add 12.5 # of Boral Micron 3 made by Boral Materials Technology Let mix for 3 minutes.
If mix is not smooth and falling off of paddles after 3 minutes Add Spray of 4 oz of water and let mix for
another 2 minutes or until creamy smooth and dripping off the paddles
Add 2 quarts of ¾ inch to 1 inch Forta Ferro Fibers by FortaCorp
Add 1.5 quarts of Nycon PVA fibers (rec 15)
Add final 2 buckets of top quality mortar sand.
Add 3 to 5 gallons of foamed Mearlcell 3532. Depending upon the desired density, Let mix 1 minute.
Please see https://www.youtube.com/user/ShambhalaVillage on Youtube to watch the Mix Design Video for
more Info.

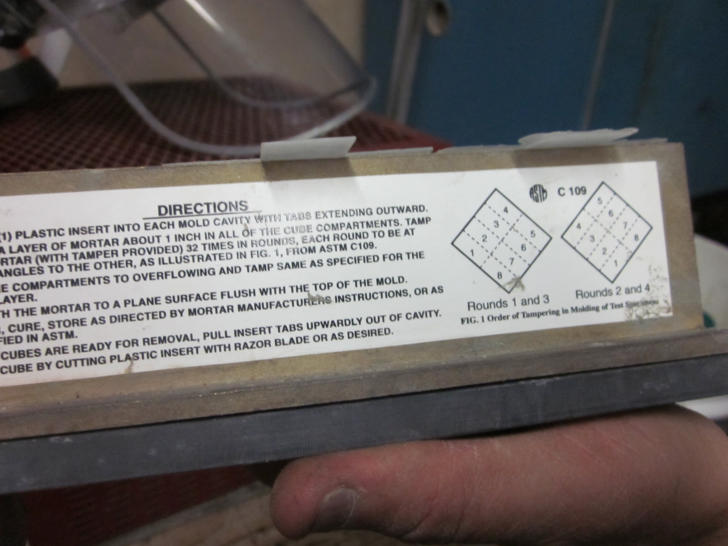
Tamping Instructions for making properly tamped Test Cubes on site
The
last
two
crush
tests
show
rehydrated
scraps
from
last
of
mix
in
wheelbarrow
where
still
strong
for
their
density
(All
standard
9
to
15
percent
aeration)
while
the
weaker
crushes
were
the
result
of
doubling
the
amount
of
Micron
3
which
blocked
crystal
growth.
This
test
shows
that
Micron
3
must
stay
in
the
11
to
15
percent
range
and
adding
extra
water
to
the
mortar
after
initial
mixing,
lowers
the
density/
adds
aeration,
but
does
not
add
capillaries
that
weaken
the mix in the same way.

New Compressive Test Stats